基于四方变频器的假捻机电控一体化系统方案
一、假捻机工艺介绍
假捻机的主要功能是把几根排列不紧密的线捻成一根排列紧密的粗线并增加其弹性。其主要工艺分可为:倍捻、加热、假捻、卷绕。
假捻机机构部分主要由24个相同单元组成,每2个单元组成一组,一组可同时加工16锭纱线。每个组主要由倍捻、卷绕、假捻、横动、加热等五个部分组成。
1、倍捻:在倍捻部分对纱线进行加捻,纱线的捻度由锭子转速和卷绕速度共同决定。
2、加热:加热部分对纱线进行加热,要求温度恒定。
3、假捻:假捻是让纱线有弹性。假捻部分主要由一台电机、皮带、从动轮、假捻器组成。通过皮带传动,带动从动轮以一定速度转动。
4、横动:横动部分让纱线均匀绕在卷筒上使各层之前不重叠。横动部分主要由一台电机、横动机构、导纱器组成。
5、卷绕:卷绕部分主要由一台电机、齿轮、上下超喂罗拉、牵引罗拉、卷筒辊组成。
二、电控系统方案
假捻机的电控系统一般需要1台触摸屏、1个PLC、2个PLC模拟量模块、4台变频器(功率分别为11、7.5、1.5、1.5KW)四个部分。随着假捻机成本价格的上升以及整机售价的降低,使其利润空间逐步减小,四方电气根据假捻机的市场状况推出了假捻机电控一体化系统,迎合市场的需求,该方案采用4台变频器、1个扩展卡、1台触摸屏即可实现原有系统的功能。方案系统结构清晰,布线更为简单,电控系统成本也节省近20%。
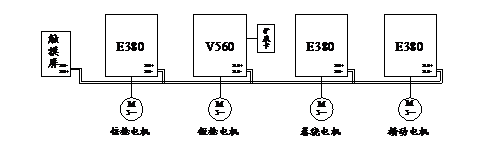
假捻机电控一体化系统方案控制原理图如下图所示:
触摸屏通过RS-485通讯设定变频器运行频率、加热器设定温度、以及其他工艺参数等等,其中,加热器以温度传感器作为加热器的温度反馈,扩展卡做PID运算调整,控制加热器的温度,从而确保整个系统的恒温控制。
1、数据信号的给定与存储
4台变频器的运行频率、加减速时间、倍捻捻度、假捻捻度均由触摸屏通过RS-485通讯给定。扩展卡还具有存储功能,可以保存工艺的参数。
2、加热箱温度的控制
V560扩展卡以触摸屏设定加热箱温度,以采集的温度模拟量信号作为反馈,通过PID运算实现加热箱的恒温控制。
3、扰动的实现
丝线在卷绕成形时,为保证丝与丝之间不重叠,横动电机采用了摆频功能让纱线均匀绕在卷筒上,保证了各层纱线之间不重叠。
4、故障报警的记录
假捻机在运行过程中,设备或多或少的会出现不同故障或者报警,比如加热箱的温度报警、变频器的故障等等,触摸屏将会实时地记录下来这些信息,供操作人员查看。
三、方案的对比
设备的稳定运行程度决定了系统方案的优劣,系统方案的优劣决定了系统的配置。
四、总结
通过实际的生产运用,将本方案应用于假捻机,保证了加热箱的温度控制精度,提高了系统的稳定性,降低了电控系统成本。实践证明,本文介绍的假捻机电控系统方案是一种高性价比的,能够满足现代要求的假捻机电控一体化系统方案。