�ķ����ز�Ʒ���Զ����۷���ϵ�Ӧ��
ժҪ������Ƿ�֯��е�е�һ���豸����ͨ�������϶��ۺ����÷��һ������Ͻ��з�ϡ���ͳ������ϡ����۲��������˹���ɣ���������Ч�ʵͣ����ҳɱ��ϸߡ��������ķ�PLC���ŷ�ϵͳ����Ƶ��Ϊƽ̨�������һ�����Զ����۷������ϵͳ��ϵͳ�ܹ��Զ�������ϡ��۱ߡ����Һ��ղ��ȹ���
�ؼ��ʣ������PLC���ŷ���HMI����Ƶ��
һ������
����������֯��ҵ��չѸ�٣������Ϊ��֯��е�е�һ�֣���ͨ�����������Ͷ��ۺ����÷��һ������Ͻ��з�ϡ�Ϊ���������Ч�ʣ��Զ����۷��Ӧ�˶�����Ȼ�������Զ����۷���ڿ������й����л���ֶ��롢���롢Ƶ�����ߵ�һϵ�����⣬��������Ƴ����Ӻ������Զ����۷������ϵͳ�ͺ��б�Ҫ�ˡ������Ļ�еʽ�Ĺ��ͻ������豸���������ڻ�е�ɱ��ߡ�ͨ���Բ���������˻��������һϵ�����⡣�����Ҫ�������������Ĺ��ͻ����ϻ�е�ֿ���ϵͳ�������еЧ�ʡ����ư�ȫ״������ǿ�豸ͨ���ԡ�Ϊ�ˣ����������һ�����ķ�PLC���ŷ���ϵͳ�ͱ�Ƶ�����Զ����۷������ϵͳ����ϵͳ�ɹ�Ӧ�����㽭ij��֯��е�����������µ����в��ԣ�ϵͳ�����ȶ�������Ч�ʸߣ��õ��ͻ����Ͽɺͺ�����
�������շ���
���һ�ԭ����ͼ1��ʾ����Ҫ���벿�ִ���֯��������۾��ڼ�ͷ�ĺ��棬�����������β�ˡ���̶�������ϣ�����ɵ��ͨ��һϵ�еij��ֺ���ǣ���������˶�������ļ�˴���֯��ʱ������һ������һ������һ��С��Ȧ��֯�������һ��װ�û�ץס�����Ȧ��Ȼ�����ס��һ������ͬһ���ߵ���һ����Ȧ��
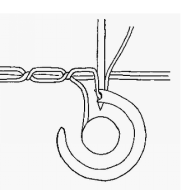
ͼ1 ����ԭ��ͼ
���һ������������ߡ����������������ڷ����ϡ�������й��ɽ�����һ�𣬷����ߵĽ��ϵ㴦�ڷ����м䣬�����ĺ�����Ͽ����������������������һ����סһ������˳�Ϊ��˫������ʽ������
����������λ�ÿ�ʼ����ʱ���Ͳ���ͬ����ʼ�Ͳ����������½ӽ�����ʱ���Ͳ���������ͼ2��ʾ�������������������½����������Ͻ��͵����λʱ��������������µ��������������ϵļ�ѹ����������Ϸ�������˱�������������ת����������ʱ�����߸�ֹͣ�������߲�Ѹ�������ջ����ߣ�ʹ��������С������ס���ߡ��ڼ����������߸˺������Ĺ�ͬ�������£����߰ѵ������������м䲢�ս����������������γ��ˡ�
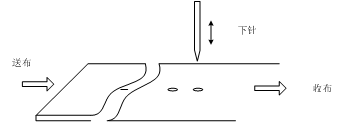
ͼ2 ���ҳ�����
�Զ����۷������ṹ��ͼ3��ʾ���������Ͳ������������ۻ���������һ�����IJ��Ͻ��ж���֮���������һ�������Ҫ�첹�ı�Ե�����п��ٷ첹�������������ҵIJ�����ǰ���������ã����Ͼ����첹���Ʌ����ڸ�������̵��ڷ������Յ���ƽ̨�ϡ�
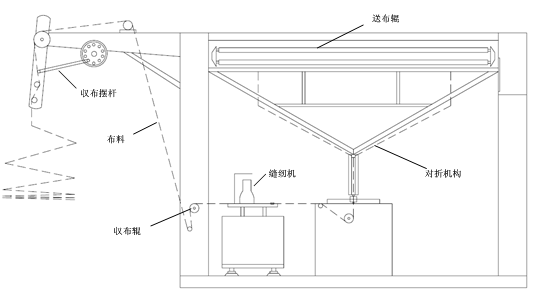
ͼ3 ����ԭ��ͼ
����ϵͳ�ܹ�
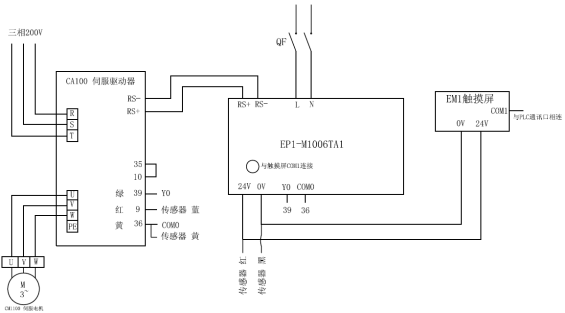
�������еĿ���ϵͳ������EM1ϵ��HMIʵ���˻����������ϡ����һ����ղ�����Ŀ��Ʋ���E550ϵ�б�Ƶ�������ղ���������������CA100�ŷ�ϵͳ��EP1ϵ��PLC���������չ��̽��м��п��ơ���������ԭ��Ϊ��HMI������в��������ú���ʾ��PLCͨ��ͨѶ��дCA100�ŷ�ϵͳ���ڲ�λ�ò������ŷ�ϵͳ�����ⲿ���һ��˵Ľӽ������ź������Ƶ��ʵ���ڲ�λ�õķ������ߣ������������������ߡ�
ϵͳ������ͼ4��ʾ��

ͼ4 ����ϵͳ�ṹ����
�ġ�ϵͳ����
�Զ����۷������ϵͳ������Ҫ��Ϊ�ŷ�ϵͳ���ԣ�PLC������ԣ����������⼸���֡�
4.1 ϵͳ����ͼ
�Զ����۷���IJ��ֵĵ���ͼֽ��ͼ5��ʾ��
ͼ5 ϵͳ����ͼֽ
4.2 �ŷ���������������
ϵͳ��������Ҫ���е����ŷ��������ԣ�ʹ�ŷ��Ĺ��ܺ����ܴﵽϵͳ��Ҫ���ŷ����������Ե���Ҫ�������±���ʾ��
��1 �ŷ����������Բ��������֣���
|
������
|
����
|
����ֵ
|
˵��
|
|
Pn007
|
���Ʒ�ʽ
|
3
|
λ�ÿ���ģʽ
|
|
Pn019
|
DI���������˲�ʱ��
|
1
|
��λ ms
|
|
Pn042
|
�ŷ����ַ
|
1
|
�趨�ŷ���վ��ַ
|
|
Pn043
|
RS485ͨ������
|
0003
|
1-8-1���� ModbusRTU
|
|
Pn021
|
DO1����
|
5
|
����
|
|
Pn022
|
DO2����
|
2
|
�ŷ�����
|
|
Pn205
|
�ٶȻ�·����
|
11
|
�����ֳ��������
|
|
Pn206
|
�ٶȻ�·����ʱ��
|
5
|
�����ֳ��������
|
4.3 PLC�������
�ķ�EP1ϵ��PLC���������������غ��Ĺ��ܣ����Է���ļ��PLC��������״̬������ʹ�����ڵ��Թ����г������Ż�PLC����ʵ�������Ĺ������̿��ơ�EP1ϵ��PLC�ṩ��2·ͨѶ�ӿڣ����������PLC����ͬʱ����HMI������ֱ�۵ļ��HMI��PLC֮���ͨ�ţ����ڷ��ָ������⣬�����˶������ʱ���׳��ֵļ��������⡣
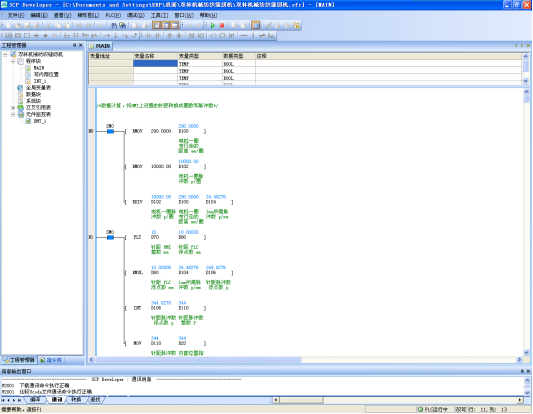
ͼ6 EP1ϵ��PLC�����ͼ
4.4�˻���������
HMI��������ͼ7��ʾ���ɽ����ŷ�ʹ�ܿ����Լ���༰�ŷ��ٶȵ��趨����ʾ�豸�ĵ�ǰ����״̬�ͱ���״̬����Ϣ��
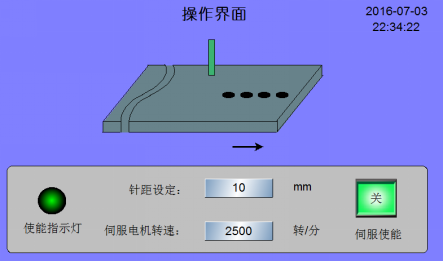
ͼ7 HMI������
4.5 ��������
����������Ҫע���������⣺
��1�����뱣֤�����۵������±�ƽ�����������һ���
��2���ڵ������һ��ٶ�ǰ�����뽫�Ͳ��������ٶȵ�����һ�����ʵķ�Χ����֤�Ͳ�������֮�䲼���ڱ�ֱ״̬��
��3�����������ı�Ƶ��Ƶ�ʿ��ʵ����Ͳ��ĵ�Щ����֤���ŷ����Ƶą�������������
�塢������
�����ķ����������Ʒ����Ƶ��Զ����۷������ϵͳ���ϺõĽ���˴�ͳ���۷���˹��Ͳ���Ч�ʵ͡��ɱ��ߡ�����ʱ���롢���ߵ����⡣ϵͳ����ȫ���ķ����ز�Ʒ������HMI��PLC���ŷ�����Ƶ������֤�˸���Ʒ�����õļ����͡��������µ��ֳ�ʹ�ò��ԣ�ϵͳ�����ȶ��ɿ�������Ч��������ߣ��������û���ʵ����������